
Introduction
In 2026, a custom injection mold is no longer just a tooling purchase; it is a decision that affects lead times, production stability, cost control, and supply chain flexibility. Buyers and engineers need to account for longer capacity queues, reshoring pressure, automation requirements, and the commercial risks tied to delayed approvals or poor mold design choices. This article explains the key factors that now shape custom mold planning, from technical specifications and supplier selection to timing, lifecycle cost, and production scalability, so you can make better sourcing and engineering decisions before they become expensive constraints.
Why Custom Injection Mold Strategy Matters in 2026
Procurement and engineering teams face a highly dynamic manufacturing landscape in 2026, driven by volatile material costs, evolving trade policies, and an accelerated push for automated production. A strategic approach to tooling is no longer a localized engineering decision; it dictates supply chain resilience, unit economics, and speed to market. Developing a robust strategy for a custom injection mold is critical to stabilizing long-term production.
Lead Time, Reshoring, and Capacity Pressure
The modern manufacturing environment is experiencing unprecedented capacity constraints, pushing average lead times for complex, multi-cavity tooling from a traditional 8-10 weeks to 12-16 weeks. Reshoring initiatives have further compounded this pressure. As OEMs shift 20% to 30% of their production volumes back to North American and European markets to mitigate geopolitical risks, domestic toolmakers are operating at near-maximum utilization. This regional shift requires buyers to secure capacity quarters in advance, fundamentally altering how procurement cycles are managed.
Commercial Risks of Delayed Decisions
Failing to formalize tooling decisions early introduces severe commercial liabilities. A delayed tooling kickoff directly impacts product launch windows, with missed market entries costing upwards of $10,000 to $50,000 per day in unrecoverable revenue for high-volume consumer electronics or medical devices. Furthermore, rushing a tool build to compensate for delayed decision-making typically incurs a 25% to 40% premium in expediting fees, often at the expense of comprehensive Moldflow analysis and critical design-for-manufacturability (DFM) reviews.
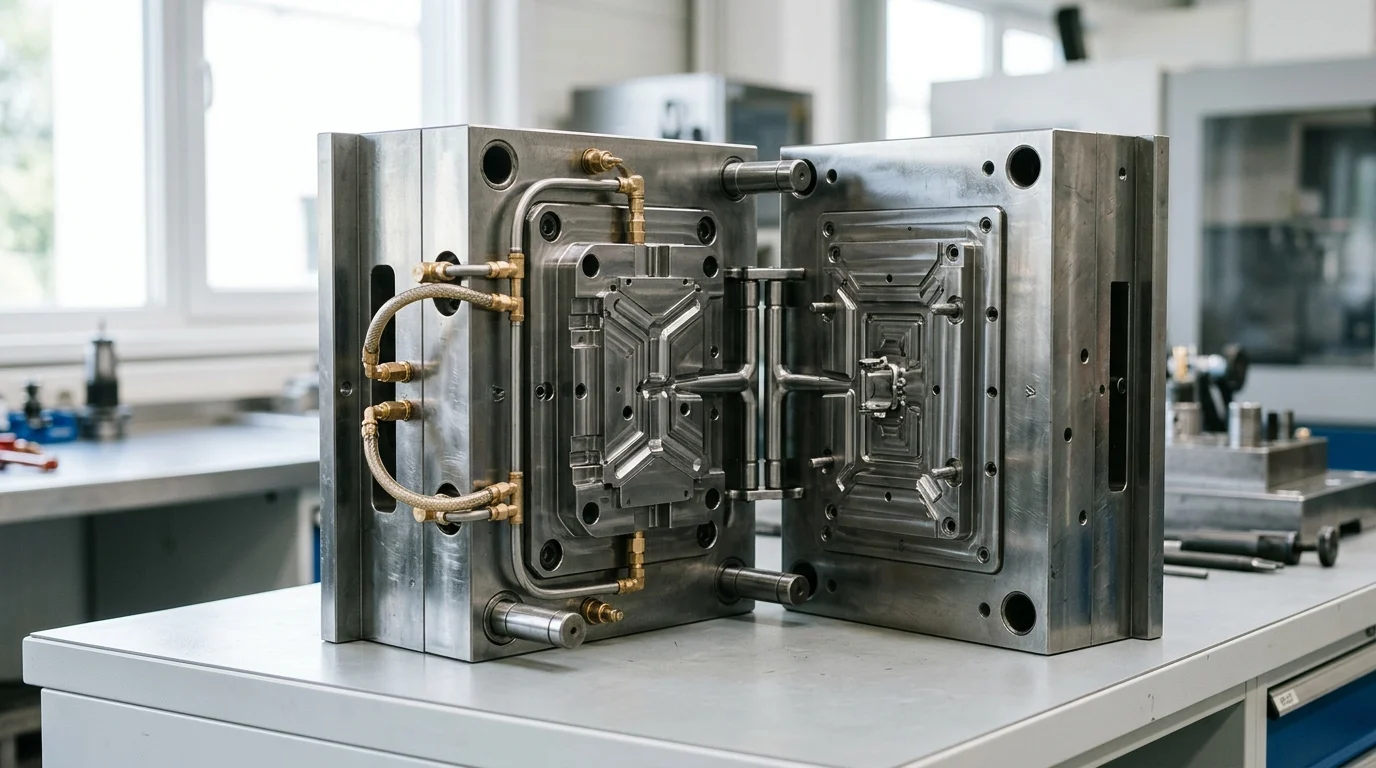
What Defines a Custom Injection Mold
A custom mold is a precision-engineered asset tailored to specific geometric, material, and volume requirements. Understanding its defining characteristics is essential for aligning the physical tool with overarching business objectives.
Cavity Count, Steel Grade, Tolerances, and Cooling Design
The foundational architecture of any mold relies on cavity count, steel selection, and thermal management. Cavity counts range from single-cavity prototype tools to 128-cavity high-production systems, directly dictating the EAU (Estimated Annual Usage) capacity. Steel grades such as P20 (pre-hardened) are suitable for lower volumes, while premium H13 or S136 stainless steel hardened to 48-52 HRC are mandatory for abrasive resins and high-volume runs. Precision tolerances of ±0.005 mm are standard for medical and aerospace components. Modern cooling designs, specifically conformal cooling channels manufactured via direct metal laser sintering (DMLS), can reduce cycle times by 15% to 30% compared to traditional straight-line water channels.
Prototype, Bridge, and Production Tooling
Tooling is categorized by its intended lifecycle, typically adhering to SPI (Society of Plastics Industry) classifications. Selecting the correct classification prevents both over-capitalization and premature tool failure.
| SPI Class | Tool Type | Cycle Life Expectancy | Typical Core/Cavity Material |
|---|---|---|---|
| Class 105 | Prototype | Under 500 cycles | Aluminum or Epoxy |
| Class 103 | Bridge / Low Volume | Under 500,000 cycles | P20 or equivalent pre-hardened steel |
| Class 101 | High Production | Over 1,000,000 cycles | H13, S136 (Hardened >48 HRC) |
Hot Runner vs Cold Runner
The runner system dictates how molten plastic is delivered from the injection machine nozzle to the cavities. Cold runner systems are mechanically simpler and cost 20% to 30% less upfront, but they generate regrind or scrap with every cycle. Conversely, hot runner systems utilize heated manifolds to keep the resin molten, eliminating runner waste and reducing cycle times. While a hot runner system increases initial capital expenditure by $10,000 to $30,000 depending on drop count, the 10% to 15% reduction in resin consumption yields a rapid return on investment (ROI) for EAU exceeding 500,000 units.
How to Evaluate Cost, Quality, and Fit
Procuring a custom injection mold requires a rigorous evaluation of total cost of ownership (TCO), balancing initial capital expenditure (Capex) against ongoing operational expenses (Opex), maintenance intervals, and defect rates.
Key Cost Drivers
Tooling costs are driven primarily by footprint (size), geometric complexity, and the necessity for mechanical actions. A basic two-plate, single-cavity mold might cost $5,000, whereas a complex Class 101 tool featuring hydraulic core pulls, multiple lifters for undercuts, and a valve-gated hot runner system can easily exceed $150,000. Surface finishes also heavily impact pricing; achieving an SPI A-1 (Grade #3 Diamond Buff) finish requires intensive manual polishing, adding 15% to 20% to the total labor cost.
Mold Life, Maintenance, and Process Capability
A tool’s ROI is predicated on its uptime and consistent process capability. Preventative maintenance (PM) schedules must be strictly adhered to, typically involving minor inspections every 20,000 cycles and major tear-downs (cleaning vents, replacing O-rings, and inspecting ejector pins) every 100,000 cycles. Process capability is measured by the Cpk index; a well-designed tool should consistently achieve a Cpk greater than 1.33, ensuring that 99.99% of parts fall within dimensional specifications without relying on operator intervention.
Design Criteria for Business Goals
Engineering criteria must directly map to commercial targets. If the business goal is a rapid market test with a 10,000-unit EAU, a Class 104 aluminum mold with a cold runner is the optimal financial fit. If the objective is a five-year program yielding 5 million components annually, investing in a high-cavitation, fully hardened Class 101 tool with conformal cooling becomes a mathematical necessity. Misalignment between EAU and design criteria leads to either exorbitant amortization costs per part or catastrophic tool failure mid-production.
What to Review in Sourcing and Compliance
Vendor selection in 2026 demands a forensic approach to capability assessment. Tool buyers must look beyond the initial quotation to evaluate a supplier’s engineering infrastructure, quality management systems, and post-delivery support.
Comparing Mold Makers and Engineering Support
A tier-one mold maker is distinguished by its upfront engineering support. Competent suppliers will provide a comprehensive DFM report within 48 to 72 hours of receiving CAD data, identifying critical issues such as inadequate draft angles (mandating a minimum of 0.5 degrees per side for standard finishes) or uneven wall thicknesses that could induce warp. Furthermore, advanced suppliers utilize predictive software like Moldflow to optimize gate locations and predict volumetric shrinkage before cutting steel.
Compliance and Documentation Requirements
Regulatory compliance dictates the documentation threshold for tool validation. For general industrial applications, an ISO 9001:2015 certification and a First Article Inspection (FAI) report covering 30 to 50 critical dimensions may suffice. However, medical or automotive applications necessitate rigorous frameworks, such as ISO 13485 certification and a Production Part Approval Process (PPAP) Level 3 submission. Accessing the correct custom injection mold documentation protocols ensures seamless integration into OEM quality systems.
| Compliance Standard | Target Industry | Key Documentation Requirements | Typical Validation Timeline |
|---|---|---|---|
| ISO 9001:2015 | Consumer / Industrial | FAI, Material Certs, Basic DFM | 1 – 2 Weeks |
| IATF 16949 | Automotive | PPAP Level 3, FMEA, Control Plan | 3 – 5 Weeks |
| ISO 13485 | Medical Devices | IQ/OQ/PQ, Master Validation Plan | 6 – 8 Weeks |
Regional Sourcing, Tool Transfer, and Spare Parts
Geographic sourcing strategy heavily influences project risk. Procuring tools from Asian markets can yield upfront savings of 30% to 40% compared to domestic sources, but introduces 4 to 6 weeks of ocean transit time and complex intellectual property considerations. Regardless of region, contracts must explicitly define tool ownership (including native 3D CAD files), establish protocols for tool transfer to domestic molders if necessary, and mandate the inclusion of a spare parts package (e.g., replacement ejector pins, heater bands, and hot runner nozzles) representing 5% to 10% of the tool’s value.
How to Plan a Successful Mold Program
Executing a tooling program on time and within budget requires a structured framework that integrates cross-functional teams and enforces strict milestone tracking from kickoff to final approval.
Roles for Procurement, Engineering, and Quality
Successful execution relies on clear delineations of responsibility. Procurement is tasked with negotiating payment terms—commonly structured as 30% with the purchase order, 40% upon T0 (first shots), and 30% upon final part approval—while enforcing penalty clauses for late delivery. Engineering owns the DFM sign-off and material specification. Quality assurance defines the Acceptable Quality Limit (AQL), typically setting thresholds of 0.65 for major defects and 1.0 for minor defects, ensuring the supplier understands the acceptance criteria prior to steel cutting.
Milestones, Approval Gates, and Supplier Questions
A rigid milestone schedule prevents schedule drift. Critical gates include the DFM approval (Week 2), the completion of the mold base and core/cavity inserts (Week 6), and the T0 sampling (Week 8). At the T0 stage, the tool is expected to produce visually acceptable parts, though dimensions may require fine-tuning. T1 sampling (Week 10) should yield parts fully compliant with the print. Buyers must preemptively ask suppliers data-driven questions: “What is your historical on-time delivery (OTD) rate for T0?” (expecting >95%) and “How do you manage engineering change orders (ECOs) during the build phase?”
Further reading:
Key Takeaways
- The most important conclusions and rationale for custom injection mold
- Specs, compliance, and risk checks worth validating before you commit
- Practical next steps and caveats readers can apply immediately
Frequently Asked Questions
How early should I start a custom injection mold project in 2026?
Plan 12–16 weeks before production for complex molds, and reserve toolmaker capacity earlier if launch timing is critical.
When is a hot runner better than a cold runner?
Choose a hot runner when annual volume exceeds about 500,000 parts or when resin savings and lower scrap justify higher upfront cost.
Which mold steel is best for high-volume custom injection molds?
For high-volume or abrasive resins, use hardened H13 or S136. For lower-volume runs, P20 is often a practical, lower-cost choice.
What information should I send NBPM Plastic for an accurate mold quote?
Provide 3D files, resin type, annual volume, tolerance needs, cosmetic requirements, and target production location to speed DFM and pricing.
How can I reduce cycle time on a custom injection mold?
Improve cooling design, consider conformal cooling, optimize wall thickness, and review gate layout early to cut cycle time and defects.

Post time: Jun-15-2026